How Colgate-Palmolive Pushed a Familiar Resin Into New Territory
At The Packaging Conference this week, Polyplastics and Colgate-Palmolive detailed how high-Tg Cyclic Olefin Copolymer (COC) can enable HDPE bottles to run in ISBM at low concentrations, achieving 30% lightweighting while maintaining drop performance and recyclability.
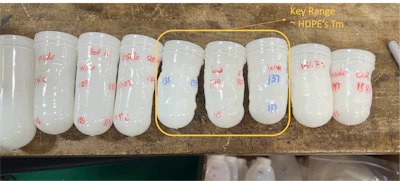
Series of ISBM-molded HDPE/COC bottles produced at increasing preform reheat temperatures. The highlighted region (~131–137°C), near HDPE’s melting point, shows the optimal processing window where bottle formation is stable and wall distribution is uniform. Bottles outside this temperature range exhibit distortion or instability, illustrating the narrow thermal alignment required for successful HDPE/COC ISBM processing.
Polyplastics, Colgate at The Packaging Conference
At The Packaging Conference, held this past week in Austin, Texas, Polyplastics and Colgate-Palmolive shared a technically detailed case study exploring how high-Tg COC can expand HDPE’s viability in ISBM and unlock significant lightweighting potential.
While Packaging World wasn’t able to attend in person, an audio recording provided by event organizer John Maddox allowed us to follow the session in detail. I'm glad I did, because this is a remarkable new technology in HDPE blow molding that could stand to benefit any brand owner who deals in bottles, especially colored bottles.
HDPE is widely used in rigid packaging because of its chemical resistance, durability, and recyclability. However, it has historically been difficult to run in reheat injection stretch blow molding (ISBM).
The difficulty stems from thermal behavior. HDPE melts at approximately 132–135°C. In ISBM, preforms are reheated into a narrow temperature band (typically 118–128°C) and then axially stretched and radially blown into a mold cavity.Paul Tatarka, Market Development , Polyplastics USA (left), presents with Jun Wang, Director, Packaging Innovation, Colgate-Palmolive Company. Polyplastics, Colgate at The Packaging Conference
PET performs well in this process because it strain hardens during stretch. As the material is elongated, molecular chains orient and increase resistance to further thinning. That strain hardening stabilizes the bubble during blowing and allows uniform wall distribution at low thickness.
HDPE does not behave the same way. It loses mechanical integrity at blow molding temperatures and does not exhibit meaningful strain hardening in the required temperature range. Because its melting point is close to the stretch temperature, the processing window becomes narrow. Preforms can distort during reheating, and wall thickness variation becomes difficult to control.
That's why presenter Paul Tatarka's company, Polyplastics, proposed blending HDPE with Cyclic Olefin Copolymer (COC), an amorphous polymer defined by its glass transition temperature (Tg). Unlike HDPE, COC does not have a crystalline melting point. Instead, it transitions from glassy to rubbery at Tg, and that Tg can be adjusted by formulation.
Dynamic mechanical analysis data presented during the session showed that adding COC increases the storage modulus of HDPE blends at elevated temperatures. In effect, the COC phase helps maintain stiffness in the temperature range where HDPE alone would soften rapidly.
Colgate-Palmolive evaluated this approach as part of a broader sustainability initiative.
“Four or five years ago we set up a very aggressive goal. We wanted to reduce the weight of our HDPE bottle by 30%,” said Dr. Jun Wang, Director of Global Packaging Innovation.
That 30% reduction aligned with the company’s objective to reduce virgin plastic usage. PCR was part of the plan, but Colgate also pursued technical lightweighting solutions.
The first step was conventional design optimization—structural geometry, ribbing, base and neck refinement, and material distribution. Those efforts yielded incremental gains but did not reach 30%.
Material reinforcementISBM-molded HDPE/COC bottle (8–12% high-Tg COC) achieving 30% weight reduction. The bottle exhibits a uniform thin-wall structure and opaque appearance without added pigment, resulting from the fibrous distribution of high-Tg COC within the HDPE matrix under biaxial orientation.Polyplastics, Colgate at The Packaging Conference
The next step was material reinforcement.
“COC is 100% compatible with HDPE. You can think of COC as a stronger HDPE,” Wang said.
Colgate blended a high-modulus COC into HDPE and processed the material via extrusion blow molding (EBM). This approach achieved approximately 15% weight reduction. Further reduction led to drop test failures.
The limitation reflects EBM process physics. In EBM, a molten parison is extruded and inflated. Orientation is limited, and material distribution depends on parison programming. Wall thinning beyond a certain point compromises mechanical performance.
In practical terms, EBM limits lightweighting because mechanical performance declines as wall thickness drops. ISBM, by contrast, increases strength through orientation, allowing thinner walls without proportional loss of stiffness. The constraint historically has not been the ISBM process itself, but HDPE’s inability to tolerate reheating and stretch. By stabilizing HDPE with high-Tg COC, that barrier is reduced.
To move beyond 15%, Colgate evaluated ISBM.
“PET bottles are much thinner. The reason is the ISBM process,” Wang said.
ISBM introduces controlled axial stretch followed by radial expansion, creating biaxial orientation. Orientation increases stiffness and strength per unit thickness. If HDPE could be stabilized during reheating and stretching, thinner walls could be achieved without sacrificing performance.
In addition to enabling lightweighting, ISBM offers manufacturing advantages. The process enables controlled neck finishes, eliminates flash trimming, and allows preforms to be stored and blown on demand. For brand owners already operating ISBM platforms for PET, extending capability to HDPE could consolidate equipment and increase production flexibility.
Tg selection
The key variable was Tg selection.
“Melting point of HDPE: 133°C. Tg of COC: 132°C, almost the same temperature. That is actually the trick,” Wang explained.
When the Tg of the COC phase is close to the melting point of HDPE, the COC remains mechanically stable as the HDPE approaches its softening point. This helps the blend retain modulus during axial stretching.
Colgate selected a high-Tg COC for this reason. Lower-Tg grades softened earlier in the reheat cycle. In testing, low-Tg blends produced translucent bottles and failed drop tests at higher lightweighting levels.
Colgate deliberately reduced COC concentration from the 15–20% levels initially explored to 12% and 8% blends to control cost. Wang emphasized that concentration mattered commercially as much as technically. Achieving 30% lightweighting at 8% COC significantly improves the economics of the blend and makes large-scale implementation more realistic.
Regular monomodal EBM-grade HDPE was used rather than specialty bimodal grades. The decision was intentional: it avoided introducing a new resin platform into Colgate’s supply chain and demonstrated that the ISBM approach could be implemented without fundamentally changing resin procurement or qualification practices. Materials were twin-screw compounded to ensure uniform dispersion.
Reheat testing identified a processing window between approximately 131°C and 137°C that produced stable bottle formation.
The results:
• 30% weight reduction achieved in ISBM • 8% and 12% high-Tg COC blends passed drop testing • The same resin system in EBM achieved 15% reduction and failed drop testing at higher levels
An additional outcome was opacity.
“The bottle made from this process is opaque. We didn’t add any pigment,” Wang said.
Morphological analysis showed that during ISBM stretching, the high-Tg COC phase elongated into fibrous structures within the HDPE matrix. This morphology was not an inherent property of the blend; it was created by ISBM’s biaxial stretching. Under elongational flow, the high-Tg COC domains elongated and aligned within the matrix. In EBM samples, where stretching is limited and less controlled, this fibrous structure did not form.
The oriented microstructure contributes to mechanical reinforcement and light scattering, producing opacity without added pigment.
That's important because opacity without pigment carries recycling implications for brand owners. The Association of Plastics Recyclers (APR) discourages certain pigments — particularly in PET, where colored bottles disrupt high-value clear recycling streams. HDPE streams are more tolerant of color, and achieving opacity structurally rather than through additives further improves recyclability alignment. In that context, morphology-driven opacity becomes more than aesthetic — it becomes strategic.
The work demonstrates that with appropriate Tg selection and concentration control, COC can enable HDPE to perform in ISBM at commercially relevant levels, achieving 30% lightweighting while maintaining drop performance and recyclability compatibility. PW
The Packaging Recycling Summit (PRS) is the premier U.S. conference for strengthening packaging circularity. In 2026, PRS is transforming into a fully immersive experience where attendees will solve problems, forge partnerships, and explore technologies that are reshaping packaging recovery. Directly connect with sustainable OEM’s at this highly coveted event.
 Paul Tatarka, Market Development , Polyplastics USA (left), presents with Jun Wang, Director, Packaging Innovation, Colgate-Palmolive Company. Polyplastics, Colgate at The Packaging Conference
Paul Tatarka, Market Development , Polyplastics USA (left), presents with Jun Wang, Director, Packaging Innovation, Colgate-Palmolive Company. Polyplastics, Colgate at The Packaging Conference ISBM-molded HDPE/COC bottle (8–12% high-Tg COC) achieving 30% weight reduction. The bottle exhibits a uniform thin-wall structure and opaque appearance without added pigment, resulting from the fibrous distribution of high-Tg COC within the HDPE matrix under biaxial orientation.Polyplastics, Colgate at The Packaging Conference
ISBM-molded HDPE/COC bottle (8–12% high-Tg COC) achieving 30% weight reduction. The bottle exhibits a uniform thin-wall structure and opaque appearance without added pigment, resulting from the fibrous distribution of high-Tg COC within the HDPE matrix under biaxial orientation.Polyplastics, Colgate at The Packaging Conference ISBM-molded HDPE/COC bottle (8–12% high-Tg COC) achieving 30% weight reduction. The bottle exhibits a uniform thin-wall structure and opaque appearance without added pigment, resulting from the fibrous distribution of high-Tg COC within the HDPE matrix under biaxial orientation.Polyplastics, Colgate at The Packaging Conference
ISBM-molded HDPE/COC bottle (8–12% high-Tg COC) achieving 30% weight reduction. The bottle exhibits a uniform thin-wall structure and opaque appearance without added pigment, resulting from the fibrous distribution of high-Tg COC within the HDPE matrix under biaxial orientation.Polyplastics, Colgate at The Packaging Conference





















