Robots have provided important advances in the packaging industry for many years. And the technology continues to mature. With innovations like collaborative robots (cobots), autonomous mobile robots (AMRs) and real-time coordination with vision systems, use of robotics will only continue to expand throughout plants—from upstream processing to all levels of packaging and to end-of-line and intralogistics operations. Robots of all types are a significant tool to design and build machines ready for Industry 4.0 and lot-size-one production. But in practice, they still present some challenges.  Mark Ruberg, Packaging Industry Manager, Beckhoff Automation LLC
Mark Ruberg, Packaging Industry Manager, Beckhoff Automation LLC
As I talk to engineers in the field, two key sticking points keep coming up: lack of truly open standards for communication, programming, etc., and limitations in terms of footprint and adaptiveness. Robot vendors work hard to differentiate themselves, and while these decisions might benefit performance, they can have dramatic effects on interoperability. Beyond that, robots are often the most flexible part of a system; they can adapt to processes more adeptly than traditional mechanical components.
 | Read this story: Collaborative Robots Expand in Scope |
However, even cobots without traditional safety fences or enclosures take up significant floorspace and have hard limits on accommodating situations the design engineer didn’t imagine in the beginning.
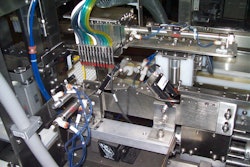
How can you get past these hurdles and make the most out of robotics? Let’s look at the root causes of these issues and what solutions can help streamline control and functionality.  With the M3000 case packer for stacks of frozen pizzas, Brenton chose to use mechatronics to replace numerous traditional mechanical components, which proved more efficient and dynamic than adding robotics.Beckhoff Automation
With the M3000 case packer for stacks of frozen pizzas, Brenton chose to use mechatronics to replace numerous traditional mechanical components, which proved more efficient and dynamic than adding robotics.Beckhoff Automation
Standardize on consolidation, openness, and flexibility
Open robotics standards do exist. For example, PLCopen Motion Control Part 4 includes kinematics in its definition, which is a common standard for PLC vendors to supply IEC 61131-3 based programming. The problem with robotics standards isn’t with the standards, but with the automation vendors. Practically every commercially available robot requires a different control platform and different programming methodology. The controllers are typically standalone “black boxes.” On the software side, vendors often close off the kinematic formula for robotic movement and the interface, simply to keep machine builders locked into a single solution.
This approach not only requires more hardware and increased footprint, but also creates communication delays between the robot controller and main PLC and peripheral field devices. So, you must decide whether to reduce throughput or quality—or face the added expense of installing more robots to make up the difference. In addition, engineers and maintenance staff must learn additional software for programming and provide regular updates for yet another system, with less connectivity for remote troubleshooting and performance statistics. The lack of openness is a real predicament for nearly all robotics applications, but there are some ways to address it.
First, explore options for open control. While some vendors like to lock you into their walled garden for everything, the reality is that practically every machine requires a mix of components and communication protocols. Maybe your preferred cobot supplier is different from your preferred delta or SCARA robot vendor, which are all different from your vendors for machine vision, HMI, PLC, safety, IoT, machine learning, etc. Open control platforms offer advantages when bringing together these existing systems in brownfield applications, but more importantly, they offer opportunities to combine the control on a single software with one piece of control hardware.
Beckhoff’s TwinCAT 3 automation software, for example, provides a comprehensive engineering and runtime environment for all the functions mentioned above, including robotic programming and control. Engineering for all functionality, including robot kinematics, takes place in the familiar Visual Studio environment. With scalable Industrial PC (IPC) hardware from Beckhoff, ranging from micro-controllers to 40-core industrial servers, engineers can select the right controller to suit their applications, and individual cores can be dedicated to specific tasks. For example, a multicore CPU might run PLC on core 0, HMI on core 1, robotics on core 2 and so on. In addition, the real-time communication and high synchronization of the EtherCAT industrial Ethernet system make it ideal for highly coordinated motion. EtherCAT can also establish connectivity with simple gateways to almost any other industrial Ethernet system, fieldbus, and protocol you’d encounter in the field for true openness.
Robot manufacturers have noticed these benefits and adapted them in varying degrees. For standalone solutions from KUKA and Stäubli, for example, EtherCAT is the bus system of choice, and native programming and integration in TwinCAT can be easily implemented via KUKA.PLC mxAutomation and Stäubli UniVAL.
Denso Wave has taken a different approach: The company has standardized its new RC9 control system on Beckhoff and EtherCAT. The turnkey hardware solution uses EJ series I/O terminals that plug into custom PCB boards and an ultra-compact C6030 IPC that uses TwinCAT for control for new systems, and existing Beckhoff-based systems using EtherCAT and a variety of IPCs can also serve as Denso robot controllers. For pick-and-place products, vendors like Autonox consider the highly dynamic and precise servomotor and servo drive technology from Beckhoff to be just as valuable as the control components.  In addition to intuitive programming in TwinCAT, Beckhoff offers servo systems to deliver precision movement for pick-and-place robots.Beckhoff Automation
In addition to intuitive programming in TwinCAT, Beckhoff offers servo systems to deliver precision movement for pick-and-place robots.Beckhoff Automation
A truly open automation platform should simplify programming, commissioning, and running robots from multiple vendors on a single machine. For machine builder OEMs and major CPG manufacturers, this means not reinventing the wheel every time you deploy a new end-of-line, for example. However, it also leads to optimizations in footprint, product quality, and synchronization with other systems, such as mechatronic transport systems. And that’s where even more gains in flexibility take place.
Increase adaptive manufacturing and reduce footprint
In packaging, like most industries, floor space is at a premium and customization is rampant. Operations often must increase capacity without adding square footage, which means automation must become more condensed on each machine. Cobots are helping; since they can interact with operators, they are considered safe without requiring the large cages or enclosures. However, in many cases, robots take up extra space doing tasks less efficiently than other systems. Since the end goal of Industry 4.0 is mass customization down to lot size one using IIoT-enabled technologies, it’s important to determine which processes make the most sense for robots and which could benefit from something else, such as mechatronic transport systems which offer faster, more dynamic material handling in many cases and increase possibilities for personalization.
Beckhoff’s eXtended Transport System (XTS), for one, enables instant changeovers, greater flexibility, and machine footprint reductions up to 50%. The fully integrated motor modules contain all power electronics, and movers can operate individually or in groups. Whereas robots often process one product at a time, XTS inherently enables engineers to double or triple the slower processing stations while allowing product to go through the faster processing stations one at a time. Adding tooling to movers allows the XTS system to perform kinematics directly on the linear transport system. For example, custom labeling, messages, or even expiration dates could be printed directly on packages with a stationary laser head, or adhesives could be applied in specific spots on a package. Movers can also work together to carry larger payloads, which we saw in the recent Brenton M-3000 case packer for stacks of frozen pizzas.
 | Listen to this podcast on Getting Along (and Ahead) With Robots |
Sending product down the right path is also an important task for robots, whether for customization, inspection, rework or discarding of rejects. The Track Management functionality of XTS allows for movers to switch between tracks, carrying the individual product where it needs to go based on real-time feedback from the machine controller. Beckhoff’s XPlanar system, however, takes this to a new level.
Using flying motion with freely arrangeable motor tiles and passive movers, the XPlanar adaptive transport system sends product to only the necessary stations, bypassing others. The system includes automatic collision avoidance, path planning, anti-slosh, 360-degree rotation and more. All of this supports the trend of moving the part around the tool versus moving the tool around the part with robotics. Granted, in some instances, maybe you need to move both, but this is where the capabilities of mechatronics highly synchronized to robotics really shine. While robots remain useful at infeed and outfeed, much of the other functionality can be supplemented while an XPlanar mover is holding the product.
In addition, XTS and XPlanar map movers as individual servo axes, so scanners are not required at each station to ensure complete traceability. And both support washdown environments through the ability to cover XPlanar with any surface, such as stainless steel, glass, plastic, etc., and the IP69K-rated XTS Hygienic built out of stainless steel. This makes both systems ideal for true lot-size-one production for packaging, pharma, and food processing, as well as other applications across industries, that robotics simply couldn’t pull off.
 EtherCAT provides the optimal fieldbus for synchronizing robotics with mechatronics, like the XTS, which can replace robotic functions in some instances.Beckhoff Automation
EtherCAT provides the optimal fieldbus for synchronizing robotics with mechatronics, like the XTS, which can replace robotic functions in some instances.Beckhoff Automation
Ask the right questions to streamline robotics
Robotics will continue to become more important, but the true efficiency gains—and your return on investment (ROI) on the robots—will depend on openness and forward-looking design. Look for solutions that decrease cycle times, boost computing power, and offer the right tools for the job.
As you look to upgrade existing systems or design entirely new lines, make sure you ask several important questions:
- Am I using a system that will offer openness for today and tomorrow as new technologies emerge?
- Will communication delays limit throughput or create issues with product quality?
- Is a robot right for the material handling or part processing task, or would a different kind of system make more sense?
- Am I using more effort to move the tool to the part with a robot than I would by moving the part to the tool with a mechatronic transport system?
- How much cubic footage on the line will be taken up by enclosures and the sheer height of the robots?
With some careful consideration, you can get to the root cause of longstanding issues and begin to correct them. As a result, future robotics implementations can provide even greater value and more impressive, adaptive capabilities in your packaging machines.